
Industry Outlook
Due to the increasing popularity of automation, the robotics industry continues an upward trend in today’s economy. Robots take necessary operations and create measurable tasks, which can accurately estimate project timelines. Robots also perform tasks at a lower cost and allow very little room for error, working in a way that cannot be replicated by a human manufacturing team. New robot technology is constantly being researched and implemented, allowing rapid growth in capabilities. Though the robotics industry is generally known for great success in automotive manufacturing, it has given various other industries the benefits of automation.
For example, service robotics are being utilized in government initiatives for military/defense sectors to reduce human involvement. This would increase the number of unmanned ground vehicles deployed into the front lines, reducing the number of casualties in the face of danger.
The medical industry is another example. Medical service robots work with MRI, CT scans, fluoroscopy and ultrasound imaging, increasing productivity and decreasing malpractice liability, human error, and the exposure of radiation to human staff.
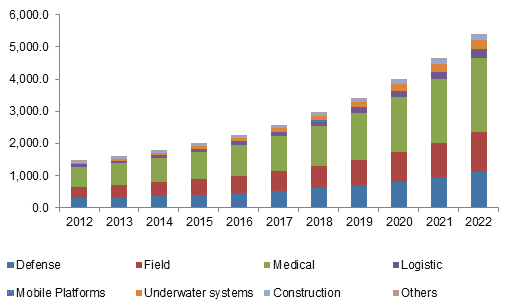
Service robotics are estimated to reach $21.7 billion by 2022, with growth over 17.8% from 2015 to 2022. Medical service robotics sales were just over $2.1 billion in 2014 and are expected to exceed $6 billion by 2022, growing 15% during the forecast period.
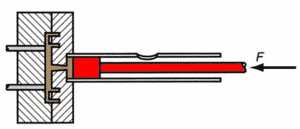
The Role of Die Casting in Robotics Products
There are many parts inside of a robot which are ideal candidates for the die casting process. Aluminum, magnesium, and zinc are the most common alloys in die casting and all three can be used in any type of robotic equipment based on part requirements. CWM die casts durable components that withstand the wear of repeated tasks, exposure to harsh environments as well as office settings, and protect the delicate electrical work in a robot.
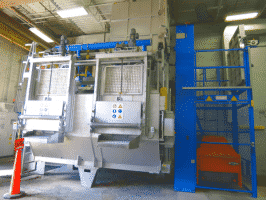
How CWM Contributed Die Castings to the Industry
Chicago White Metal manufactures thousands of parts that have been incorporated into robots. The CWM engineering team collaborates with customers to produce castings at reduced costs. These parts are generally high in quality and in strength to protect the delicate electrical work in a robot.
Aluminum for Robotics

Aluminum A380 is the most frequently used alloy in die casting, offering the best combination of material properties and castability. Aluminum die castings are used in various industries, including the robotics industry. CWM casts several components, including housing in the arm, wrist, base, “elbow”, and several other parts of industrial robots. CWM offers an aluminum alloy data sheet, available for download here.
Aluminum is the ideal choice when the strength-weight ratio is important. It is about 1/3 the weight of steel and higher tensile strength than cast iron, which are other popular metals used in robot manufacturing. Of the three, aluminum is the most abundant resource, providing a cost-efficient product. Aluminum is also an excellent non-magnetic, non-sparking conductor, which makes it suitable for robotic construction.
Magnesium in the future?
Magnesium AZ91D is known for its lightweight properties as a metal. AZ91D can also be designed for robotic components, when the requirements call for a weight reduction and portability without compromising on material strength and rigidity. Chicago White Metal can use magnesium in various robotic applications. For more information on the Magnesium alloy AZ91D, download the white paper here.
If you would like to learn more about the capabilities of die casting and the robotics industry, e-mail us at sales@cwmtl.com or give us a call at 630-595-4424.